产品 案例 我们


永年大久紧固件厂家带大家了解一下紧固件的制造工艺。
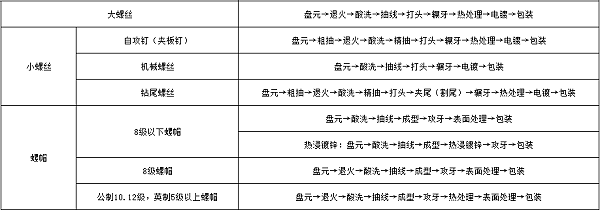
紧固件的制造工艺:冷镦、热镦(红打)、机加工、搓丝。
冷镦:利用金属的塑性,采用冷态力学进行施压或冷拔,达到金属固态变形的目的,冷镦多在专用的冷镦机上进行,便於实现连续、多工位、自动化生产。
应用范围:主要适用于螺栓、螺母、铁钉、铆钉等零件;
优缺点:材料利用率可达80%-90%左右,生产效率高,可达300件/分以上,缺点是表面容易出现:划伤、裂纹、欠冲、歪边、垫伤、卷冲和多余凸出等等;
热镦:将材料加热后进行压力加工使材料的形状达到设计要求,将材料加热后放在一定的模具内锻压成型的方式;
应用范围:主要适用于大螺栓,一般M24以上的螺栓采用红打工艺;
优缺点:优点是加热锻打的螺栓,一般是模锻,用于强度比较好的材料,冷镦难以成型的,缺点是效率较冷镦低;
机加工:机加工是机械加工的简称,是指通过机械加工去除材料的加工工艺;
应用范围:主要适用于小批量的专用或者特殊螺栓的六角头;
优缺点:优点是加工精度高,无模具限制,缺点是生产成本高;
搓丝:两搓板作相对运动时,使其间的坯料轧成螺旋状的沟槽的加工方法;
应用范围:主要适用于木螺钉的生产;
优缺点:搓丝缩杆工艺,替代了原来的车削工艺,不仅节约材料,降低生产成本,也减少了人工成本,而且重要的是使螺纹更加锋利,大大提高了效率,缺点是螺纹部分表面裂纹或划伤;乱扣;螺纹部分失圆。这些缺陷若大量发生,就会在加工阶段被发现。如果发生的数量较少,生产过程注意不到这些缺陷就会流通到用户,造成麻烦;
紧固件在市场上也称为标准件,是一种可以将二个或多个元件以机械方式固定或粘合在一起的机械元件,通常包括12种零件螺栓、螺柱、螺钉、螺母、自攻螺钉、木螺钉、.垫圈、挡圈、销、铆钉、组合件和连接副、焊钉;
标准件有小螺丝、螺帽、垫圈、挡圈、铆钉、焊钉、螺柱;非标件有:螺栓、螺母、螺钉、螺柱等组合件;
垫圈:采用冷冲压的加工方法,冲压是指在压力机的作用下,对材料施加压力,使其产生分离或变形,从而获得一定的尺寸和性能并能满足一定使用要求的零件加工方法,由于在常温下进行,一般称为冷冲压;
挡圈:打印记-盘卷-割料-开坡口-点焊-焊接-打磨-压型-车加工;
铆钉:冷墩加工工艺:通过冲头的冲击,使金属线材在模具内发生塑性变形已达到预期的形状和尺寸,线材—剪切—冷墩;高速车加工工艺:高速车加工即通过特殊的车刀形状以及调整车刀位置和加工顺序,去除线材上多余的材料,已达到预期的形状和尺寸,线材—切削—切断;
焊钉:焊钉都是采用冷镦钢制成,主要采用焊接工艺,电弧焊钉焊和储能焊钉焊;
螺柱:六角头螺柱:车削:车床加工是机械加工的一部份+铣削:用旋转的多刃刀具切削工件(小批量),冷镦工艺和旋压工艺(大批量),专用车床也可以;全螺纹螺柱:坯径不需要加工,就直接滚丝机穿滚.如果坯径需要磨削,就增加无心磨床,穿磨工序.
非标件:根据图纸或样品,判断起订量,选择采用冷镦、红打、机加工等工艺,有些需要开模具的单独计算模具费,一般情况下满足一定量,模具费可返;
想了解更多大久紧固件螺丝螺母的知识,可详询页面上电话,即可为您解答!



